Toute reproduction, (copie d'écran, copie du site partielle ou complète)
est interdite sans autorisation écrite préalable
Association pour la préservation et la conservation
du patrimoine culturel
et traditionnel
d' Erstein
Notre devise :
Conserver le passé,
dans le présent,
pour pouvoir le transmettre
au futur
Les 3e mardis
de chaque mois
Réunion
du comité
à 20h en la
salle Conrath
de la Maison
des Œuvres
-ooOoo-
Association
Le Vieil Erstein
ùn rund um's Kanton
1 place de
l'Hôtel de Ville
67150 ERSTEIN
Anciens métiers d'Erstein
LES TONNELIERS
La tonnellerie est, hélas, en déclin. Les fûts des vignerons sont remplacés de plus en plus par
des contenants en inox. Il n'y a plus que quasiment les vignerons à les utiliser. Or jadis, Erstein
il y avait une forte demande. Outre la vigne (et oui à Erstein également), les choucroutiers et les brasseurs utilisaient des tonneaux pour conserver et transporter leurs produits. Les tanneurs
utilisaient des cuves de même que les teinturiers.
Cette demande nourrissait, au cours des temps, plusieurs familles ersteinoises de tonneliers
telles que celles de Jean Michel BECKER, François Antoine DELLER, Charles EBLE, Antoine
et Joseph HERRENBERGER, Jean Baptiste LOHRER, François Joseph MEYER ,
François Ignace MILLY, Martin OFFENSTEIN, François Mathias et François Balthasar ORTLIEB, Etienne RAUL, Chrétien, Jean, Jean Georges et Paul RAPP, Laurent et Mathieu ZAEGEL
et François Joseph WOERTH.
C'est fort triste, car le métier de tonnelier est vraiment un art qui exige un très difficile
apprentissage, une longue expérience et une grande habileté. Apprendre à faire un bon tonneau
vous demandera quatre ans voir même cinq.
La tonnellerie
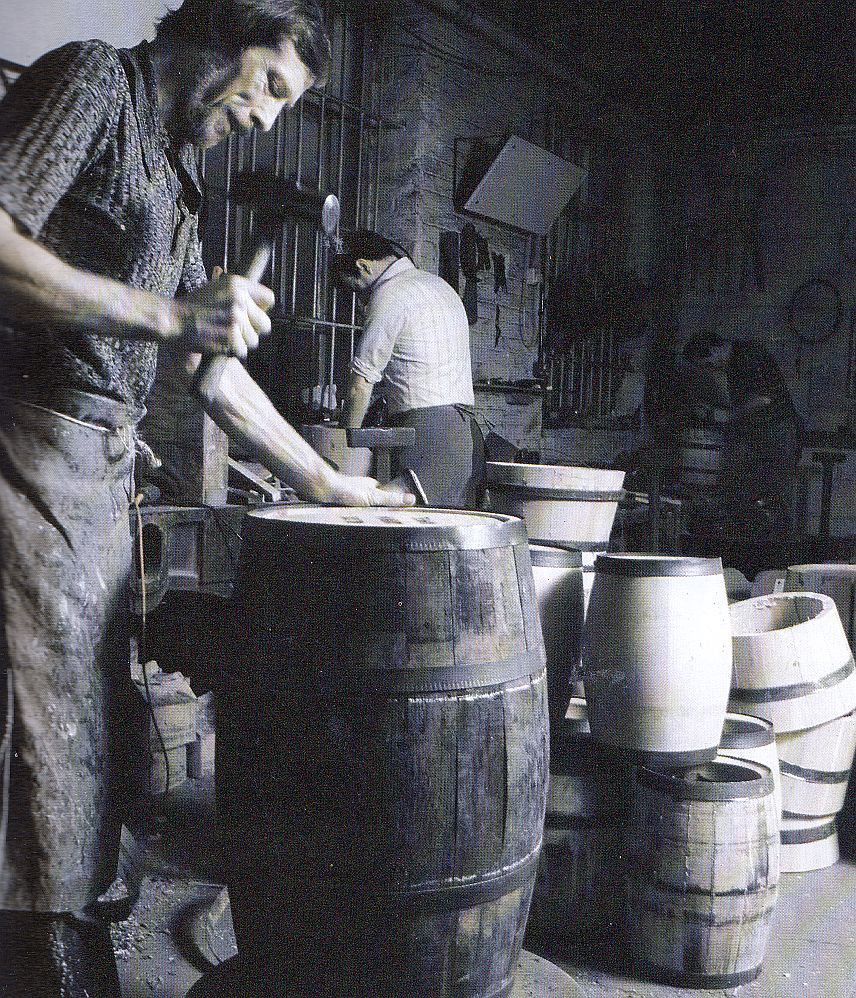
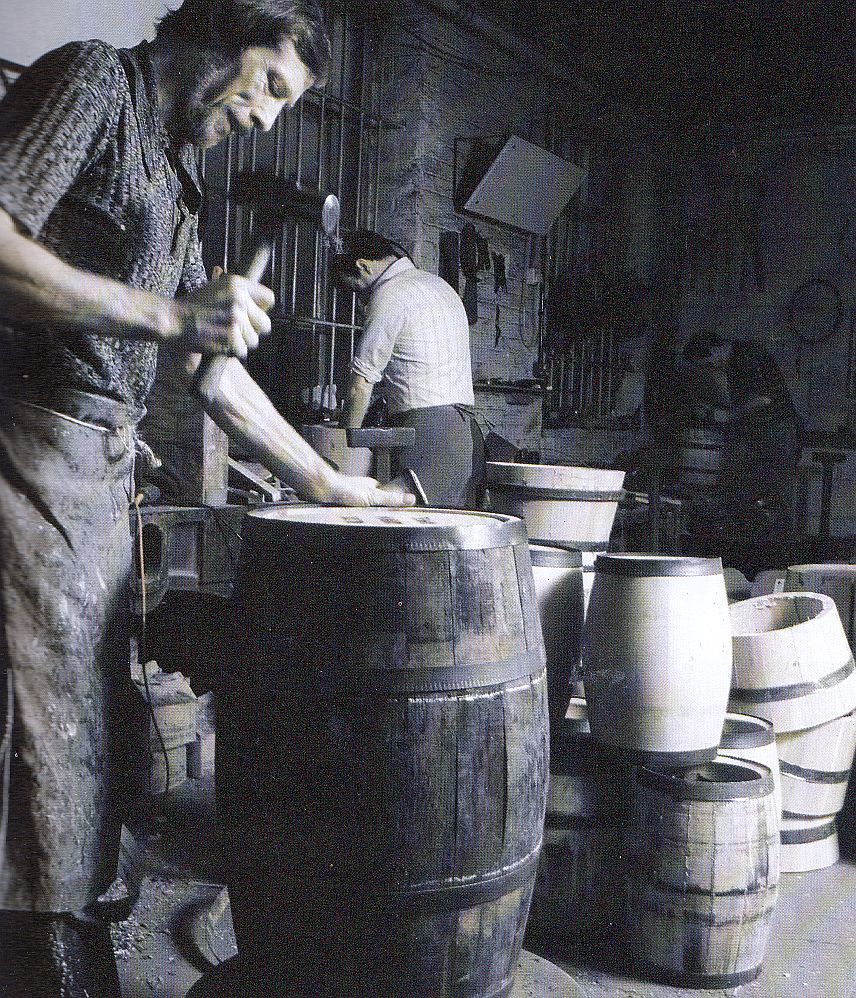
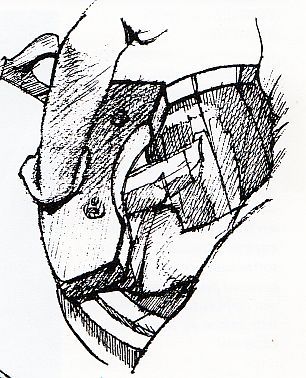
Un tonnelier qualifié peut se flatter de sa dextérité, de sa force et de sa rapidité. Quand l'atelier compte plusieurs ouvriers, il ressemble une niche en pleine activité. Ci-contre, un tonnelier pose le cercle de tête définitif d'un tonneau.
Il est intéressant de se demander comment l'homme a découvert que l'on pouvait garder un liquide dans un récipient composé de lames de bois. A mon avis, la tonnellerie doit être un rejeton de la construction des navires : s'il est possible de garder l'eau hors du vaisseau, il est logique que l'on puisse la garder dedans.

Éléments d'un tonneau
Les éléments du tonneau ont reçu au cours des siècles des noms traditionnels qui font partie du mystérieux vocabulaire du tonnelier. Les désignations des composants des fonds du tonneau et celles des cercles sont mentionnées ci-contre.
Le secret de l'étanchéité d'un tonneau tient dans sa forme. Elle permet de placer des cercles en fer d'une taille donnée de part et d'autre de son plus grand diamètre pour resserrer les douves ensemble, ce qui serait impossible avec un cylindre normal. Un autre avantage de cette forme particulière est que, si vous savez vous y prendre, vous pouvez manier très facilement un lourd tonneau. Un fardeau qu'il serait impossible de transporter, de lever ou de tirer s'il était, par exemple, cubique, peut être roulé par un jeune enfant si c'est un tonneau. On peut le déplacer en l'inclinant et en le faisant rouler sur l'un de ses bords ; le rouler horizontalement ; et le faire passer de l'horizontale à la verticale en le balançant dans le sens de la longueur, puis en le relevant.
En examinant une douve, vous verrez pourquoi un tonneau n'est pas facile à faire. Elle a une face concave, une convexe, des bouts fuselés et, enfin, ses plus longs côtés sont chanfreinés. Si vous considérez la géométrie d'un tonneau, il vous sera évident que toutes ses douves doivent avoir
une forme précise qui leur permettra de bien se joindre quand on place les cercles autour. Si l'une d'elles a le moindre défaut, le tonneau fuira. Je ne sais pas si quelque mathématicien n'a jamais
étudié la forme idéale d'une douve (j'en doute), mais quiconque a été apprenti tonnelier peut le
faire en quelques minutes, au coup d'oeil, et réussir quatre-vingt-dix-neuf fois sur cent. Quand on
place les cercles fer sur le tonneau, les douves se trouvent réunies comme des soeurs siamoises.
Pourquoi utiliser un tonneau en bois ?
Des hommes en blouse blanche ont cherché tous les moyens de faire vieillir l'alcool sans
employer de tonneaux de chêne. Ils ont même mis des planches ou des copeaux de bois dans
des récipients en acier inoxydable. Et cela, Bacchus merci, sans aucun résultat. Les viticulteurs continuent à penser que rien ne vaut un bon tonneau en chêne. Ce bois « respire » et favorise
un échange entre l'alcool et l'air extérieur. Un petit pourcentage du contenu est ainsi perdu, mais
ce n'en est que meilleur pour le reste.
Les anciens tonneaux à bière étaient plus petits mais plus épais que ceux destinés aux alcools,
car ils doivent résister à la pression du gaz de fermentation. Un vieux tonnelier a indiqué que la
bière était jadis plus forte et se conservait donc bien mieux dans le bois que la pale boisson d'à
présent. L'ancienne bière tapissait l'intérieur du tonneau d'une croûte semblable à celle que
forme le vieux porto. La bière légère absorbe cette couche : « le faible se nourrit du fort », dit-on
chez les brasseurs.
Un mot sur les douves
Pour tailler des douves, on abattait d'abord un gros chêne au tronc net et droit, puis on le sciait
en tronçons un peu plus longs que les futures douves.
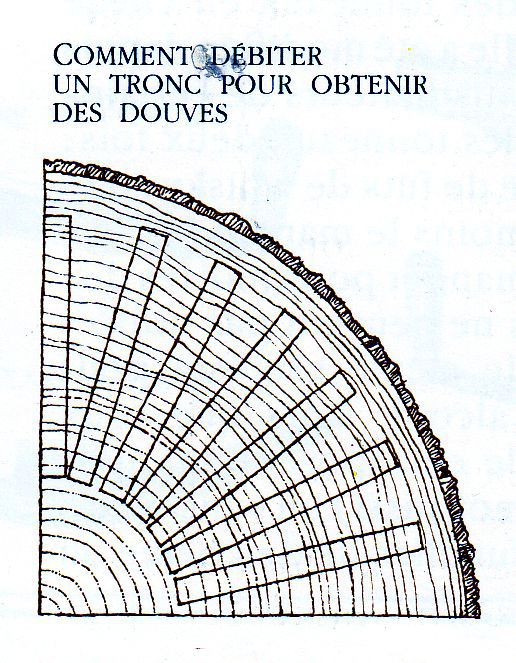
On refendait ces sections en moitiés, puis en quarts et, finalement, en plus petites pièces jusqu'à ce que les douves aient une épaisseur de 2,5 cm ou un peu plus. On les refendait en étoile (voir dessin ci-contre) pour qu'au moins l'un des rayons médullaires du fil du chêne subsiste dans chaque douve.
Si l'on sciait les douves, elles risquaient de ne conserver qu'une partie de ces prolongements médullaires et de donner un tonneau qui cassait pendant le montage ou peu après. Un très gros chêne fournit deux anneaux de douves. Le bois de coeur et l'aubier externe ne sont pas utilisés.
Le tonnelier commençe par sélectionner les douves brutes. C'est des planches d'aspect ordinaire, d'une longueur un peu supérieure à la hauteur du futur tonneau. Il examine soigneusement le grain de chaque pièce avant de l'ouvrager, de la parer, comme disent les tonneliers.
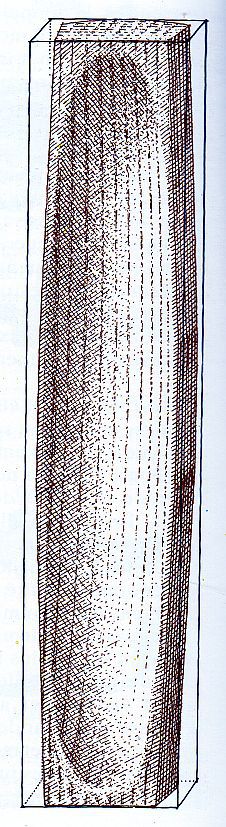
En examinant le dessin d'une douve, vous pouvez voir le travail délicat que cela exige. Chaque douve est fixée sur un banc qui est en acier mais s'utilise de la même façon que celui en bois montré.
Les artisans assujettissent simplement un bout de la douve sur un billot à l'aide d'un crochet et pressent l'autre bout contre leur estomac. Avec une plane à lame convexe, la face creuse, le tonnelier évide ce qui devait être la interne de la douve, puis retourne celle-ci et prenait une plane concave pour la face externe.
Posant la douve sur un billot, il prenait une doloire à grosse tête et manche court (qu'il appelait «hache à un côté » parce que son fer était affûté que d'un seul côté, comme un ciseau) et coupait en biseau les bouts de la pièce. Cette opération est exécutée en une minute de quelques mouvements rapides.

Son habileté en faisait la phase la plus impressionnante de tout l'ouvrage. Il n'utilise ni jauge, ni instrument de mesure, ni gabarit; tout était dans le coup d'oeil. La forme de chaque douve donne le bouge du tonneau.
La douve est alors passée sur un rabot retourné. Il avait 1,50 m. Deux pieds, à un bout, le tient incliné, l'autre bout touchant le sol. C'était la colombe.
Au lieu de faire courir le rabot sur le bois, le tonnelier déplaçe la douve sur l'outil pour biseauter les longs côtés. Ce biseau détermine la forme circulaire du tonneau: Étant donné que chaque douve pouvait avoir une largeur différente des autres, c'était un miracle que le tonnelier pût trouver l'angle approprié du biseau mais, bien sûr, il le trouvait.
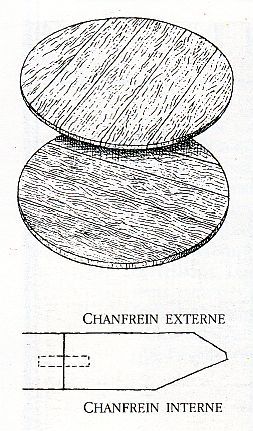
Les fonds
Les extrémités d'un tonneau, les fonds, sont mesurées et tracées sur des planches que l'on a réunies par des chevilles. Le rayon est exactement égal au sixième de la circonférence du jable du tonneau sur lequel on doit monter les fonds.
Chaque fond est découpé à la scie à chantourner, puis raboté pour que les joints soient bien serrés quand on le place sur le tonneau.
Pour que l'ajustement soit étanche, on taille le bord des fonds en biseau avec une plane; ce sont les chanfreins interne et externe.
Montage du tonneau
Vous pouvez voir en suite comment un maître tonnelier monte un tonneau. Toutefois, en tant que novice, vous avez besoin d'en savoir plus sur le procédé que ce que votre première approche
vous a permis de comprendre.
Confection d'un tonneau
La fabrication d'un tonneau se divise en phases distinctes, la première étant le parage des
douves. Celui-ci achevé, on passe au montage. Pour bien comprendre le procédé, il faut savoir
que les cercles utilisés pour cette opération ne sont pas ceux qui seront fixés définitivement.
Les premiers ont des tailles standards et font partie de l'outillage. Il y a les cercles de montage
qui peuvent contenir chacun un nombre de douves correspondant à une taille de tonneau et,
pour chaque cercle de montage, un cerceau qui ceinture l'extrémité opposée du tonneau. Pour
cintrer les douves, on utilise des cercles renforcés épais et capables de supporter un fréquent martelage. Ils étaient autrefois en frêne, mais ceux que l'on voit maintenant sont en général
en fer. On utilise des cercles de rognage similaires pour maintenir les extrémités du tonneau
quand on les taille.
Après le montage, on passe le tonneau au feu ou à la vapeur pour assouplir les douves et les
courber de manière qu'elles puissent être contenues dans le cerceau, refroidir et former un
canon. Puis vient le fonçage — montage des deux fonds — suivi du finissage extérieur et de
la pose des cercles définitifs.

Phase 1
Toutes les douves étant parées, l'artisan les assemble une à une dans un cercle
de montage.

Phase 2
II utilise des cercles renforcés pour former l'une des extrémités du tonneau,
puis mouille les douves et les chauffe au-dessus d'un feu. On pose de plus
petits cercles renforcés pour réunir les douves assouplies. On retourne alors
le tonneau pour refermer son extrémité encore épanouie avec d'autres
cercles passés dans le sens opposé.

Phase 3
Quand le tonneau est refroidi et ses douves jointes (on l'appelle alors un
canon), l'artisan rogne ses extrémités. Il remplace le cercle de montage par
un cercle de rognage et incline le tonneau contre le billot. Il utilise un asseau
pour tailler le biseau.
Phase 4
Il termine le rognage avec un rabot de tete pour égaliser l'extrémité des douves
avant de raboter la face intérieure avec un stockholm que l'on voit ci-dessus.
Puis, il creuse le jable la rainure qui recevra le' fond avec un jabloir. A ce stade,
on perce le trou de la bonde et on rabote l'intérieur du tonneau si nécessaire.
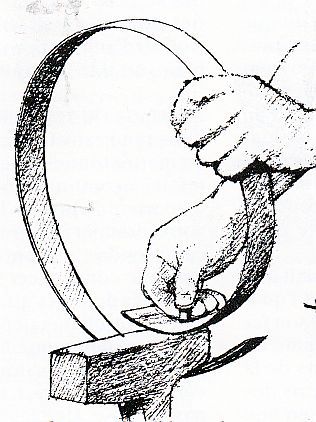
Phase 5
Le tonnelier fabrique les cercles définitifs du tonneau avec une bande d'acier
embouti. Il présente celle-ci sur le tonneau et tient son pouce à l'endroit où il
doit river les bouts du cercle sur la bigorne.

Phase 6
Il façonne les fonds en chevillant quatre ou cinq planches ensemble, puis en découpant cet assemblage. Il utilise ensuite l'asseau et la plane dé fonçage
(ci-dessus) pour tailler les chanfreins autour des bords externe et interne.

Phase 7
Pour fixer les fonds-, l'artisan ôte le cercle de rognage, ce qui relâche les
douves. Par l'intérieur du tonneau, il fait d'abord entrer l'un des fonds dans
son jable garni de fibre de massette. Il tire ensuite l'autre fond pour le placer
avec un tire-fond, poignée en métal bridée dans le trou réservé à la chantepleure.

Phase 8
Quand le cercle de tête définitif est en place, l'artisan ôte les cercles renforcés
restants et finit l'extérieur du tonneau avec le racloir, puis avec le grattoir incurvé
à deux manches.

Phase 9
On termine le tonneau en ajustant les autres cercles définitifs avec un marteau
et une chasse. Voir un artisan expérimenté faire le même travail en plaçant toutes
les douves dans un cercle, le cercle de montage, c'est assister à un tour de
passe-passe. Une légère poussée sur la dernière douve montée assure assez
de pression sur toutes les autres autour du cercle. Le tonnelier abaisse le cercle
à la main pour effectuer le premier resserrement des douves. Il acheve le
montage en plaçant un autre cercle sur l'ensemble, mais, cette fois, à l'aide d'un marteau et d'une chasse.
Capacité et passage au feu
Vous aurez remarqué que je n'ai employé jusqu'ici que le mot « tonneau », terme général qui
désigne des volumes variés ayant chacun un nom correspondant à sa capacité. Le tonnelier
doit se montrer pointilleux à ce sujet, car il lui faut être capable non seulement de fabriquer de
bons tonneaux étanches, mais aussi de leur donner une capacité précise et durable.
En outre, il existe des tonneaux minces et des épais. Les douves des premiers ont moins de
4 cm d'épaisseur, celles des seconds étant beaucoup plus fortes. Ces deux facteurs longueur
et épaisseur des douves ont donné lieu à différentes façons de cintrer celles-ci pour obtenir la
forme bombée du tonneau. L'artisan mouille copieusement les douves, puis place le tonneau
au-dessus d'un feu de copeaux pour que le bois s'assouplisse et se cintre convenablement.
Les tonneaux plus épais sont mis dans une étuve ou plongés dans l'eau bouillante dans le
même but.
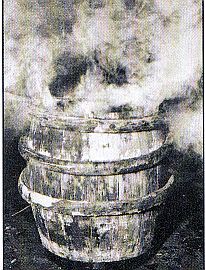
Quelle que soit la préparation, le cintrage est un moment spectaculaire accompagné de coups de marteau, de vapeur et de fumée. Plus cela prend de temps, plus il est difficile de cintrer le bois qui se refroidit:
On ajuste au marteau un gros anneau renforcé qui vient ceinturer la partie du tonneau encore déployée, puis un plus petit que l'on fait descendre jusqu'à ce que le premier tombe de lui-même.
On retourne ensuite le tonneau, partie déployée en haut, et on le receinture avec l'anneau renforcé que. l'on martelle pour qu'il descende en resserrant les douves et que l'on puisse enfin passer un cercle plus petit pour les maintenir.
Montage du fond et finition
C'est lors du montage des fonds, dans des rainures creusées aux extrémités de la face interne
du tonneau, et de la finition de celui-ci que l'artisan emploie la plupart de ses outils spéciaux.
Chaque phase de cette cérémonie a son nom.
Le tonnelier m'a montré comment on écaboche en taillant un chanfrein en haut et en bas des
douves avec un petit asseau ; comment on égalise leurs extrémités avec le rabot de tête;
comment on aplanit leur face interne avec un rabot perpendiculaire appelé stockholm; comment
on creuse les rainures avec le jabloir qui a deux lames, le faucon et la lance.
Il m'a révélé un autre secret en me montrant comment on vérifie la capacité du tonneau avec
un simple compas appelé les diagonales avant de creuser la seconde rainure. Il peut réajuster
la contenance en modifiant la position des rainures.
Les fonds sont soigneusement façonnés. Ils se composent de planches de chêne chevillées
ensemble et de jonc garnissant les joints. Traditionnellement, les planches sont dégrossies à
la doloire ou découpées à la scie à chantourner, puis aplanies au rabot.
Le tonneau est fini quand on l'a passé au racloir et au grattoir (rabots à lame concave), puis
que les cercles définitifs ont été préparés et montés.
La boisellerie
La boissellerie est une branche de la tonnellerie qui recouvre la fabrication des récipients
étanches en bois, cerclés de fer ou de cuivre, pour les liquides autres que l'alcool, le vin ou
la bière.
Les fermes avaient aussi le leur dans lequel un garçon d'annexe vaquait à ses occupations.
Il y avait toujours un petit seau accroché au mur, qui servait dans toutes sortes de circonstances
exigeant un récipient à eau, mais ne pouvait bien sûr être mis sur le feu. Les baquets en bois
munis d'une anse de chanvre étaient communément utilisés ; vous pouviez en trouver un sur
la margelle du puits.
La laiterie familiale avait sa baratte. On emportait la crème et on la laissait surir un peu avant
de la baratter. Le plus vieux modèle de baratte est la baratte à tampon. Le bâton qui dépasse
est muni, en bas, d'un piston que l'on fait monter et descendre. Toutefois, la meilleure baratte
est de loin la baratte rotative. C'est un très bel objet, qui représente peut-être le summum de
l'art du boisselier.
Ne sous-estimons pas les tonneaux en bois. Ce sont des chefs-d'oeuvre d'artisanat et des
objets de grande beauté.
John SEYMOUR
Les outils du tonnelier
Dans la tonnellerie moderne, la recherche de l'efficacité maximum a suscité la création d'outils puissants facilitant le travail du tonnelier comme, par exemple, des mâchoires mécaniques qui
placent en force les cercles sur les tonneaux. Mais de tels appareils ultramodernes ne peuvent
pas vraiment remplacer l'outillage traditionnel représenté ci-dessous.
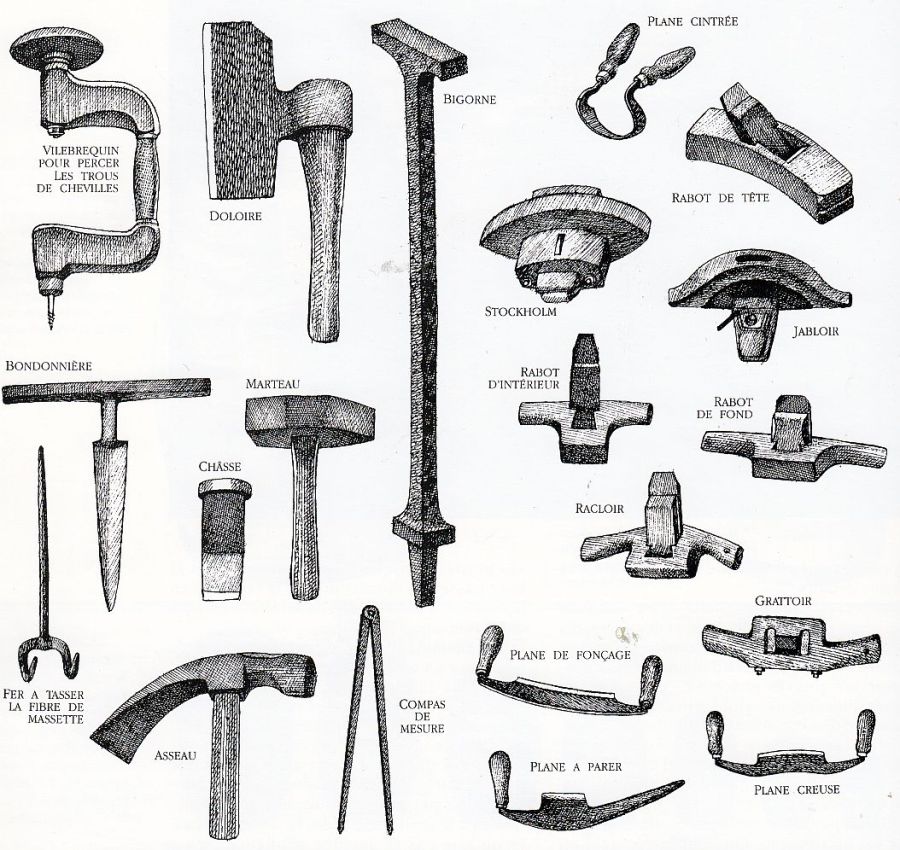
Les outils de coupe se caractérisent par leurs lames et leurs corps incurvés qui épousent les
formes des tonneaux.
Les manches courts des outils à tête massive tels que l'asseau ou la doloire sont aussi très
particuliers. Ils sont conçus pour qu'on puisse les manier d'une seule main, l'autre restant libre
pour tenir le tonneau que l'on façonne. Il y aurait peu de place pour le maniement d'outils à long manche.
L'artisan garde toujours le marteau et la châsse à portée de main. La plupart des tonneliers
fabriquent leur propre châsse, cet outil en forme de coin qui comporte une rainure dans laquelle
ils engagent le bord du cercle quand ils enfoncent celui-ci au marteau sur le tonneau. On peut
trouver des châsses sans rainure, mais il s'agit alors d'anciens outils employés quand on
utilisait des cercles en frêne.